Chlazení baterie a deska vodního chlazení baterie
Díky hloubkové propagaci národního tepelného managementu nových energetických vozidel přitahuje průmysl nových energetických vozidel stále více pozornosti. Jako srdce nových energetických vozidel se bezpečnost, životnost, dojezd a výkon napájecích baterií také staly středem pozornosti většiny uživatelů. Provozní teplota baterie se stala jedním z klíčových faktorů pro zlepšení výkonu baterií, prodloužení životnosti výpočtu CFD, zvýšení dojezdu vozidel a zabránění bezpečnostním nehodám napájecích baterií.

Mezi všemi řešeními chlazení baterií se kapalinové chlazení stalo hlavním proudem chladicí metody, která překonává chlazení vzduchem a chlazení s fázovou změnou díky své velké specifické tepelné kapacitě a vysokému koeficientu přenosu tepla. Teplo generované napájecí baterií během provozu je přenášeno kontaktem mezi elektronickými součástkami a povrchem deskového hliníkového zařízení a je případně odváděno chladicí kapalinou v průtokovém kanálu uvnitř desky zařízení. Toto hliníkové zařízení ve tvaru desky je deska chlazení vodou.
Design a uspořádání desky vodního chlazení je také různorodé, závisí především na typu baterie a celkovém uspořádání bateriového systému. Kromě toho, aby byla zajištěna rovnoměrnost teploty velkoenergetického akumulátoru, celý systém řízení teploty v zásadě přijímá víceparalelní konstrukci větví. Čím delší je chladicí kanál, tím obtížnější je řídit rovnoměrnost teploty.
Procesní změny desky vodního chlazení baterie
Elektromobily se vyvinuly od brzké přeměny obyčejného oleje na elektřinu k optimalizaci řešení bateriových PACKů pod požadavkem snížení nákladů a změnami prošla i cesta procesu vodního chlazení.
1. Výrobek první generace - extrudovaná hliníková vodou chlazená deska
Materiál profilové vodou chlazené desky je hliníkový profil řady 6 o tloušťce cca 2mm. Není potřeba používat závěsný design. Moduly VDA jsou naskládány přímo navrch, na každý blok jsou umístěny 3-4 moduly. Vodní kanál může být také integrován do dna boxu. Všechny moduly jsou naskládány na desku vodního chlazení a pevnost je zřejmá.
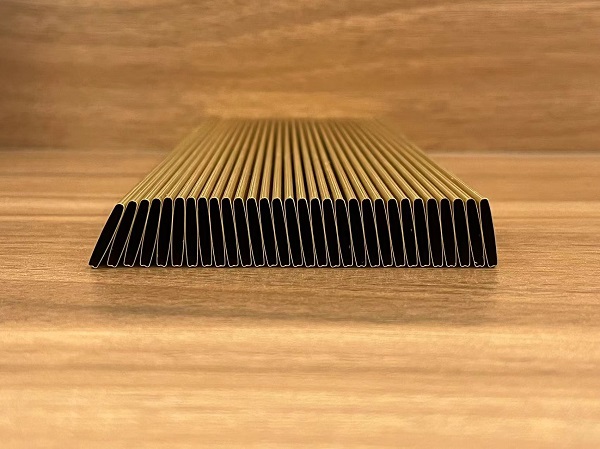
2. Výkon produktu druhé generace - výkon malé lisovací desky a desky vodního chlazení klavírních trubek ovlivní výkon napájecí baterie, což přímo ovlivňuje životnost baterie elektrických vozidel. Několik plátů hliníkových vodních a studených desek je více než deset nebo dvacet kilogramů kapaliny omezeno na hru baterie, takže se přímo vchází do studeného paláce. Pódium. Ve skutečnosti je proces svařování široce používán v automobilovém průmyslu. Je použit přední chladič, kondenzátor a deskový výměník tepla vozu. Obecně platí, že hliník řady 3 je nalakován ve svařené poloze a následně při příliš vysoké teplotě (asi 600 °C) svařovací peci nataven svařen, takže pracovní proces je relativně jednoduchý. Použijte stejný proces, ale aplikace je jiná. Razítkovací deska musí nejprve orazítkovat kus designu. Hloubka běžce je obecně 2-3,5 mm. Svařeno s jinou tabletou s jinou tabletou. Průtokový kanál trubice harmoniky je podobný tvaru trubice harmoniky, přičemž kolektory na obou koncích fungují jako soutoky, takže vnitřní směr proudění může být pouze přímý a nelze jej libovolně navrhovat jako lisovaný plech, a má určitá omezení.
3. Produkty třetí generace - integrace a integrace kapalinových chladicích desek
Jakmile hustota energie jednoho článku baterie dosáhne určitého úzkého hrdla, lze hustotu energie celého balíčku zvýšit pouze zvýšením rychlosti seskupování PACKů. Aby se do bateriového bloku nacpalo více baterií, modul je stále větší a větší a dokonce se ruší koncepce modulu a baterie se přímo hromadí na krabici, což je CTP. Současně se deska vodního chlazení baterie vyvíjí také ve směru velké desky, buď integrovaná do krabice nebo modulu, nebo vytvořená jako velká lisovaná deska naplocho na dně krabice nebo pokrývající horní část baterie. buňka.
Mezi těmito třemi typy bude funkční složitost kapalinové chladicí desky typu lisované desky vyšší, protože požadavky na lisování a svařování jsou velmi náročné. Současně, bez ohledu na to, jaký způsob výroby bateriových desek vodního chlazení se používá, je svařování velmi důležitým procesem. V současné době se technologie svařování vodou chlazených desek dělí především do tří kategorií: difúzní spojování pod napětím, vakuové pájení a svařování třením. Kapalné chladicí desky pro vakuové pájení mají vlastnosti flexibilní konstrukce a vysokou účinnost svařování, takže jsou široce používány v oblasti elektrických vozidel.
V současné době s postupnou diverzifikací struktury kapalinových chladicích desek jsou požadavky na svařovací procesy stále vyšší a vyšší a svařování se vyvíjí také v těchto 6 směrech: 1) Zlepšit energetickou účinnost svařování, zvýšit produktivitu svařování a snížit svařování náklady; 2) Zlepšit úroveň mechanizace a automatizace přípravné dílny a zlepšit stabilitu kvality svařování; 3) Automatizujte proces svařování, zlepšujte prostředí pro výrobu svařování a vyřešte drsné pracovní podmínky; 4) Rozvoj vznikajících průmyslových odvětví nadále podporuje pokrok svařovací technologie; 5) Nelze opomenout výzkum a vývoj zdrojů tepla; 6) Technologie úspory energie je společným zájmem. Souhrnně to také klade vyšší požadavky na výzkum, vývoj a výrobu svařovacích zařízení.